Por qué es importante el diseño de la válvula de pico de pato de silicona en los dispositivos de inhalación nasal de alta calidad
Índice

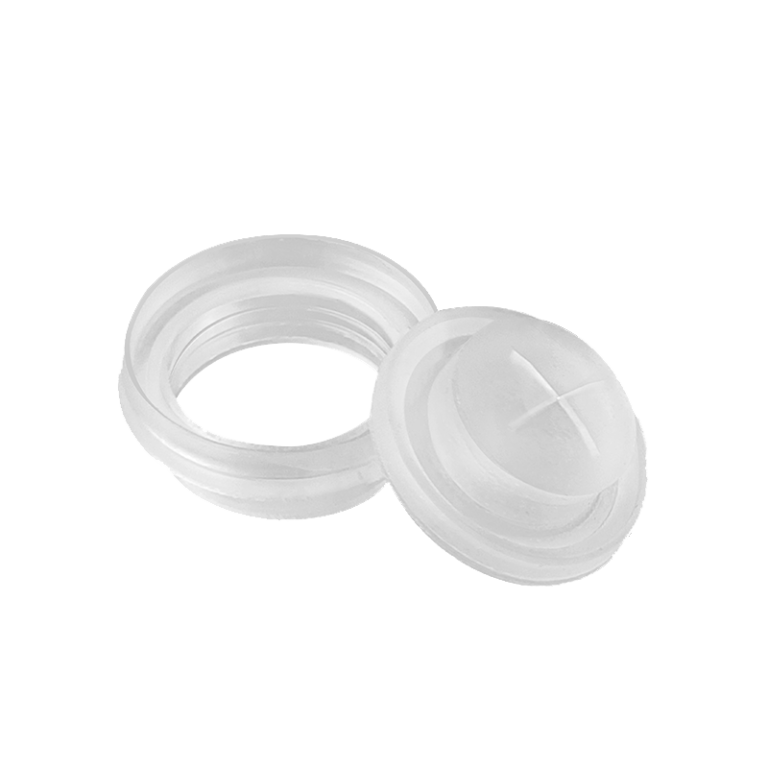
En los productos de inhalación de gama alta, los pequeños componentes determinan a menudo toda la experiencia del usuario. Esto es especialmente cierto en el caso del válvula de pico de pato siliconaque controla directamente el comportamiento del flujo de aire, la respuesta a la presión, el rendimiento del sellado y las características acústicas.
Este estudio de caso sigue a una marca alemana de inhaladores de alta gama que desarrolla un dispositivo compacto de inhalación de aromas nasales fabricado en aluminio anodizado. Aunque el diseño externo cumplía todas las expectativas de un producto de gama alta, el rendimiento del flujo de aire interno -específicamente la válvula- se convirtió en el cuello de botella de ingeniería más crítico.
Sección 1: Retos de ingeniería en un sistema compacto de inhalación nasal
Desde el principio, el cliente definió estrictos criterios de rendimiento para el válvula de pico de pato silicona. El dispositivo se diseñó para una inhalación nasal suave, lo que significa que el flujo de aire debía ser completamente natural, con una resistencia mínima y sin interferencias mecánicas perceptibles.
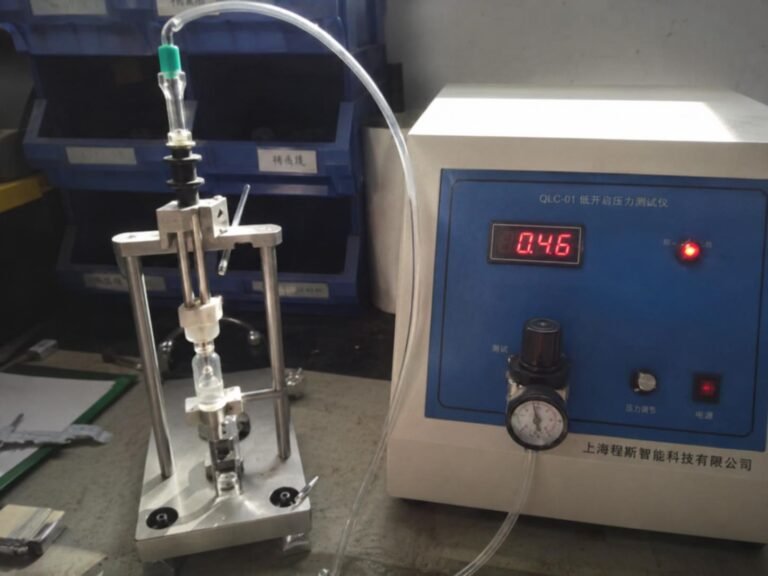
La baja presión de apertura no era sólo una preferencia, sino algo esencial. En la inhalación nasal, la presión generada por el usuario es significativamente menor que en la inhalación oral. Una presión válvula unidireccional de silicona con una presión de rotura típica requeriría un esfuerzo excesivo, lo que provocaría una sensación de respiración antinatural.
En los primeros prototipos, este problema se puso de manifiesto de inmediato. Los usuarios informaron de una sensación de "bloqueo" o "opresión" al inhalar. Incluso un ligero aumento de la resistencia al flujo de aire alteraba la experiencia calmante y terapéutica que se pretendía con el dispositivo.
El ruido surgió rápidamente como el problema más crítico. La inhalación existente válvula antirretorno producía un leve pero perceptible silbido durante su uso. En determinadas condiciones, la válvula también mostraba un comportamiento de aleteo, creando un ruido de vibración intermitente.
Esto era inaceptable para un producto de gama alta orientado a la relajación y la experiencia sensorial. La firma acústica de la válvula chocaba directamente con la finalidad del producto. Lo que podría ser tolerable en sistemas industriales de flujo de aire se convirtió en un defecto importante en este contexto.
El diseño cilíndrico compacto añadía otra capa de complejidad. La válvula tenía que encajar en un diámetro exterior máximo de 10 mm y una longitud de 15 mm. En este espacio limitado, la válvula tenía que mantener una geometría precisa para conseguir una presión de apertura baja y una estanqueidad fiable.
El sellado hermético al gas en la dirección inversa era igualmente importante. El dispositivo se basaba en trayectorias de flujo de aire controladas para garantizar un suministro constante de aroma. Cualquier fuga reduciría la eficacia y comprometería la uniformidad del rendimiento.
La compatibilidad de los materiales planteaba un reto menos visible pero igualmente crítico. El dispositivo utilizaba aceites esenciales, que pueden ser químicamente agresivos con los materiales de silicona estándar. Con el tiempo, ciertos compuestos pueden provocar hinchazón, reblandecimiento o retención de olores.
Además, el material tenía que ser completamente inodoro. Cualquier olor residual de la silicona interferiría con la experiencia aromática deseada.
Desde el punto de vista de la fabricación, la exigencia de labios de pico de pato finos y blandos creaba una dificultad añadida. Conseguir secciones ultrafinas uniformes en la producción de válvulas de pico de pato de LSR es un reto inherente. Pequeñas variaciones en el grosor de la pared pueden afectar significativamente a la presión de apertura y al comportamiento de estanquidad.
Todas estas limitaciones convergieron en un único problema de ingeniería: cómo diseñar una válvula de pico de pato de silicona en miniatura que ofreciera una presión de apertura ultrabaja, un funcionamiento silencioso y una estanquidad fiable dentro de un factor de forma extremadamente compacto.
Artículos relacionados:

Cómo elegir la válvula dispensadora de silicona adecuada para sistemas de dispensación automatizados

Cómo las válvulas de silicona de ranura transversal evitan el goteo en los envases de desinfectantes

Guía de válvula hemostática de silicona
Por qué es importante la válvula antirretorno Duckbill de silicona en aplicaciones de baja presión de apertura

Válvula de hendidura transversal de caucho de silicona para envasado
Guía de diseño y tipos de válvulas antirretorno de silicona
Sección 2: Limitaciones de los proveedores y retrasos en el desarrollo
Antes de ponerse en contacto con nosotros, el cliente ya había trabajado con varios proveedores de válvulas de Europa y Asia. A pesar de las numerosas iteraciones, ninguno fue capaz de cumplir todos los requisitos.
Un problema común era la excesiva dureza del material. Muchos proveedores propusieron válvula de silicona pero la dureza Shore A real a menudo superaba el intervalo especificado de 20-30 en áreas funcionales. Incluso pequeñas desviaciones provocaban una presión de apertura significativamente mayor.
El ruido siguió sin resolverse en todas las muestras probadas. Varias válvulas produjeron claros silbidos debidos a la turbulencia del flujo de aire a través de geometrías mal optimizadas. Otras mostraron aleteo a caudales bajos, causado por la deformación inestable de los labios de pico de pato.
La inestabilidad del flujo de aire agravó el problema. En lugar de una experiencia de inhalación suave y continua, los usuarios experimentaban ligeras pulsaciones o una resistencia inconsistente.
La incoherencia dimensional fue otro problema recurrente. En un válvula miniatura de siliconaIncluso pequeñas desviaciones en el diámetro exterior o la longitud pueden impedir una integración adecuada en una carcasa cilíndrica. Algunas muestras requerían un ajuste forzado, lo que introducía deformaciones y degradaba aún más el rendimiento.
La precisión del moldeado variaba mucho. Las secciones de pared delgada eran a menudo desiguales, lo que provocaba una presión de apertura impredecible. En algunos casos, los labios del pico de pato eran demasiado gruesos para abrirse con facilidad; en otros, eran demasiado finos para mantener el sellado.
La selección de materiales también resultó inadecuada. Algunos compuestos de silicona reaccionaban mal con los aceites esenciales, mostrando signos tempranos de hinchazón o reteniendo el olor tras la exposición. Esto chocaba directamente con los requisitos de estabilidad a largo plazo y neutralidad sensorial del producto.
Quizá el factor más limitante era la falta de una verdadera capacidad de personalización. Muchos proveedores se basaban en diseños estándar de catálogo y sólo ofrecían pequeños ajustes dimensionales. Cuando se enfrentaban a requisitos como la geometría alargada del pico de pato o los labios de estanquidad ultrablandos, no eran capaces de rediseñar a partir de los primeros principios.
Otra carencia crítica era el soporte de ingeniería. Pocos proveedores realizaban análisis del flujo de aire o evaluaciones acústicas. Como resultado, las iteraciones de diseño eran en gran medida de prueba y error, sin un camino claro hacia la optimización.
Esto dio lugar a repetidos ciclos de prototipos. Cada ronda requería ajustes de utillaje, validación de muestras y pruebas de integración. El proceso consumía mucho tiempo y recursos, lo que retrasaba el calendario de desarrollo del cliente y aumentaba el coste global del proyecto.
Cuando el cliente se puso en contacto con nosotros, la válvula se había convertido en el principal problema sin resolver que impedía el lanzamiento del producto.
Sección 3: Solución de ingeniería personalizada y resultados finales
Nuestro enfoque comenzó con una reevaluación completa de la válvula como componente del sistema en lugar de pieza estándar.
En primer lugar, nos centramos en la optimización de la geometría. Se rediseñó el perfil de pico de pato con una estructura alargada para mejorar la flexibilidad y reducir la resistencia a la apertura. El ángulo del labio y la longitud de la hendidura se ajustaron cuidadosamente para lograr una presión de rotura ultrabaja manteniendo la estabilidad estructural.
La selección del material fue igualmente crítica. Desarrollamos una válvula de silicona de grado médico utilizando un compuesto LSR especializado dentro del rango Shore A 20-30, garantizando tanto la suavidad como la resiliencia. La formulación se optimizó para neutralizar los olores y aumentar la resistencia a los aceites esenciales.
Para hacer frente a la resistencia al flujo de aire, refinamos la trayectoria del flujo interno. Las transiciones suaves y la deformación controlada de la válvula garantizaron un comportamiento del flujo de aire similar al laminar, reduciendo la pérdida de energía y mejorando el confort de inhalación.
La reducción del ruido requirió una combinación de amortiguación de materiales y refinamiento geométrico. Al eliminar los bordes afilados y estabilizar el movimiento de los labios, minimizamos las turbulencias y evitamos el aleteo. El resultado fue una válvula de flujo de aire silenciosa, sin silbidos ni vibraciones perceptibles durante su funcionamiento.
El rendimiento del sellado se validó mediante pruebas de presión inversa. A pesar del diseño ultrablando, la válvula mantuvo un sellado hermético al gas fiable, garantizando una dirección constante del flujo de aire y la eficiencia del sistema.
La consistencia de la fabricación se consiguió mediante técnicas de moldeo de LSR de precisión. Implementamos un control estricto sobre las secciones de pared delgada, garantizando un grosor uniforme del labio en todos los lotes de producción. Esto era esencial para mantener una presión de apertura y un rendimiento constantes.
Para cumplir los plazos de desarrollo del cliente, realizamos prototipos rápidos y pruebas iterativas. Se evaluaron múltiples variantes de diseño en paralelo, lo que permitió una convergencia más rápida hacia la solución óptima.
También adaptamos la válvula para que se integrara perfectamente en la compacta carcasa cilíndrica. Las tolerancias dimensionales se controlaron estrictamente para garantizar un ajuste adecuado sin deformaciones ni complicaciones de montaje.
Los resultados finales cumplieron todos los objetivos de rendimiento. La experiencia de inhalación se volvió suave y natural, prácticamente sin resistencia al flujo de aire. La válvula funcionaba silenciosamente, eliminando los problemas de ruido que antes habían comprometido el producto.
La presión de apertura se mantuvo constantemente baja en todas las unidades probadas. El rendimiento del sellado fue fiable y el material mostró una excelente estabilidad cuando se expuso a aceites esenciales.
Desde el punto de vista del usuario, el dispositivo proporcionó una experiencia de primera calidad acorde con la intención de su diseño. Desde el punto de vista de la ingeniería, la válvula pasó de ser un problema crítico a un componente totalmente optimizado.
Con estas mejoras, el cliente pudo avanzar con confianza hacia el lanzamiento del producto, completando una fase de desarrollo que se había estancado anteriormente debido a problemas no resueltos con las válvulas.
Todas las válvulas en stock | Entrega rápida
Obtenga ahora una muestra gratuita
Listo para enviar en 3 días. Precio competitivo. Muestras gratuitas disponibles.
*Cantidad mínima de pedido de 10.000 unidades.