Why Silicone Duckbill Valve Design Matters in Premium Nasal Inhalation Devices
Table of Contents

In high-end inhalation products, small components often determine the entire user experience. This is especially true for the duckbill valve silicone, which directly controls airflow behavior, pressure response, sealing performance, and acoustic characteristics.
This case study follows a German premium inhaler brand developing a compact nasal aroma inhalation device made from anodized aluminum. While the external design met all expectations for a high-end product, internal airflow performance—specifically the valve—became the most critical engineering bottleneck.
Section 1: Engineering Challenges in a Compact Nasal Inhalation System
From the beginning, the customer defined strict performance criteria for the duckbill valve silicone. The device was designed for gentle nasal inhalation, meaning the airflow needed to feel completely natural, with minimal resistance and no perceptible mechanical interference.
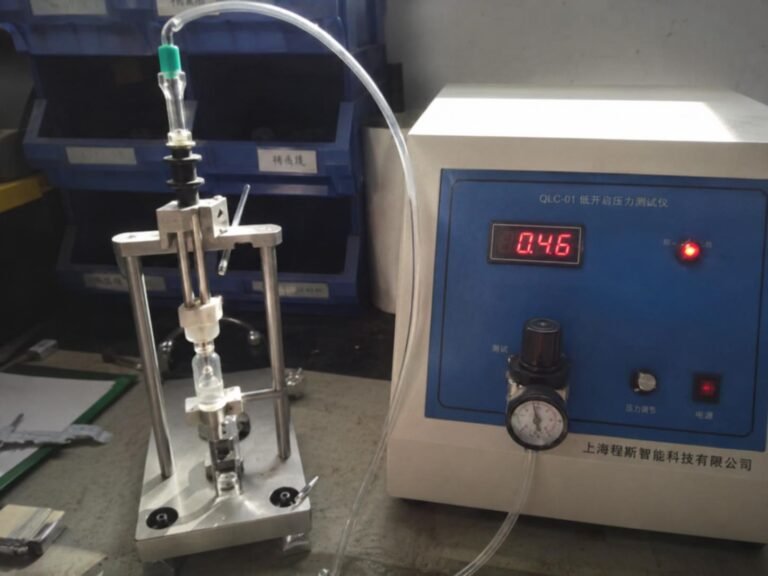
Low opening pressure was not just a preference—it was essential. In nasal inhalation, the pressure generated by the user is significantly lower than oral inhalation. A standard silicone one way valve with typical cracking pressure would require excessive effort, resulting in an unnatural breathing sensation.
In early prototypes, this issue became immediately apparent. Users reported a “blocked” or “tight” feeling when inhaling. Even slight increases in airflow resistance disrupted the intended calming and therapeutic experience of the device.
Noise quickly emerged as the most critical issue. The existing inhalation check valve produced a faint but noticeable whistling sound during use. Under certain conditions, the valve also exhibited fluttering behavior, creating intermittent vibration noise.
For a premium product positioned around relaxation and sensory experience, this was unacceptable. The acoustic signature of the valve directly conflicted with the product’s purpose. What might be tolerable in industrial airflow systems became a major defect in this context.
The compact cylindrical design added another layer of complexity. The valve needed to fit within a maximum outer diameter of 10 mm and a length of 15 mm. Within this limited space, the valve still had to maintain precise geometry to achieve both low opening pressure and reliable sealing.
Gas-tight sealing in the reverse direction was equally important. The device relied on controlled airflow paths to ensure consistent delivery of aroma. Any leakage would reduce efficiency and compromise performance consistency.
Material compatibility presented a less visible but equally critical challenge. The device used essential oils, which can be chemically aggressive toward standard silicone materials. Over time, certain compounds can cause swelling, softening, or odor retention.
Additionally, the material had to be completely odor-neutral. Any residual smell from the silicone would interfere with the intended aroma experience.
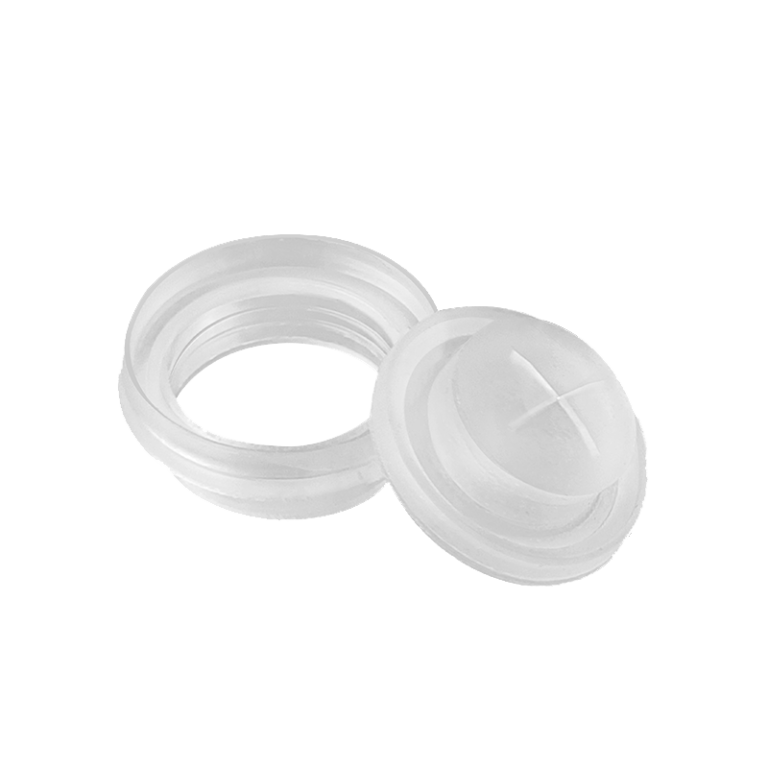
From a manufacturing standpoint, the requirement for thin, soft duckbill lips created further difficulty. Achieving consistent ultra-thin sections in LSR duckbill valve production is inherently challenging. Minor variations in wall thickness can significantly affect opening pressure and sealing behavior.
All these constraints converged into a single engineering problem: how to design a miniature duckbill valve silicone that delivers ultra-low opening pressure, silent operation, and reliable sealing within an extremely compact form factor.
Related Articles:

Choosing the Right Silicone Dispensing Valve for Automated Dispensing Systems

How Cross Slit Silicone Valves Prevent Dripping in Sanitizer Packaging

Silicone Hemostatic Valve Guide
Why Silicone Duckbill Check Valve Matters in Low Opening Pressure Applications

Silicone Rubber Cross Slit Valve for Packaging
Silicone Check Valve Design Guide and Types
Section 2: Supplier Limitations and Development Delays
Before reaching out to us, the customer had already worked with multiple valve suppliers across Europe and Asia. Despite numerous iterations, none were able to meet the full set of requirements.
A common issue was excessive material hardness. Many suppliers proposed medical grade silicone valve solutions, but the actual Shore A hardness often exceeded the specified 20–30 range in functional areas. Even small deviations led to significantly higher opening pressure.
Noise remained unresolved across all tested samples. Several valves produced clear whistling sounds due to airflow turbulence through poorly optimized geometries. Others showed fluttering at low flow rates, caused by unstable deformation of the duckbill lips.
Airflow instability compounded the problem. Instead of a smooth and continuous inhalation experience, users experienced slight pulsations or inconsistent resistance.
Dimensional inconsistency was another recurring issue. In a miniature silicone valve, even minor deviations in outer diameter or length can prevent proper integration into a cylindrical housing. Some samples required force-fitting, which introduced deformation and further degraded performance.
Molding precision varied widely. Thin-wall sections were often uneven, leading to unpredictable opening pressure. In some cases, the duckbill lips were too thick to open easily; in others, they were too thin to maintain sealing.
Material selection also proved inadequate. Some silicone compounds reacted poorly with essential oils, showing early signs of swelling or retaining odor after exposure. This directly conflicted with the product’s requirements for long-term stability and sensory neutrality.
Perhaps the most limiting factor was the lack of true customization capability. Many suppliers relied on standard catalog designs, offering only minor dimensional adjustments. When faced with requirements such as elongated duckbill geometry or ultra-soft sealing lips, they were unable to redesign from first principles.
Another critical gap was engineering support. Few suppliers conducted airflow analysis or acoustic evaluation. As a result, design iterations were largely trial-and-error, with no clear path toward optimization.
This led to repeated prototype cycles. Each round required tooling adjustments, sample validation, and integration testing. The process consumed significant time and resources, delaying the customer’s development schedule and increasing overall project cost.
By the time the customer contacted us, the valve had become the single largest unresolved issue preventing product launch.
Section 3: Custom Engineering Solution and Final Results
Our approach began with a complete reassessment of the valve as a system component rather than a standard part.
First, we focused on geometry optimization. The duckbill profile was redesigned with an elongated structure to improve flexibility and reduce opening resistance. Lip angle and slit length were carefully tuned to achieve ultra-low cracking pressure while maintaining structural stability.
Material selection was equally critical. We developed a medical grade silicone valve using a specialized LSR compound within the Shore A 20–30 range, ensuring both softness and resilience. The formulation was optimized for odor neutrality and enhanced resistance to essential oils.
To address airflow resistance, we refined the internal flow path. Smooth transitions and controlled deformation of the valve ensured laminar-like airflow behavior, reducing energy loss and improving inhalation comfort.
Noise reduction required a combination of material damping and geometric refinement. By eliminating sharp edges and stabilizing lip movement, we minimized turbulence and prevented flutter. The result was a quiet airflow valve with no perceptible whistling or vibration during operation.
Sealing performance was validated through reverse pressure testing. Despite the ultra-soft design, the valve maintained reliable gas-tight sealing, ensuring consistent airflow direction and system efficiency.
Manufacturing consistency was achieved through precision LSR molding techniques. We implemented strict control over thin-wall sections, ensuring uniform lip thickness across production batches. This was essential for maintaining consistent opening pressure and performance.
To support the customer’s development timeline, we provided rapid prototyping and iterative testing. Multiple design variants were evaluated in parallel, allowing faster convergence toward the optimal solution.
We also adapted the valve for seamless integration into the compact cylindrical housing. Dimensional tolerances were tightly controlled to ensure proper fit without deformation or assembly complications.
The final results met all performance targets. The inhalation experience became smooth and natural, with virtually no airflow resistance. The valve operated silently, eliminating the noise issues that had previously compromised the product.
Opening pressure remained consistently low across all tested units. Sealing performance was reliable, and the material showed excellent stability when exposed to essential oils.
From the user’s perspective, the device delivered a premium experience aligned with its design intent. From an engineering standpoint, the valve transitioned from a critical problem to a fully optimized component.
With these improvements, the customer was able to move forward confidently toward product launch, completing a development phase that had previously stalled due to unresolved valve challenges.
All Valves in Stock | Fast Delivery
Get A Free Sample Now
Ready to ship within 3 days. Competitive price. Free samples available!
*Minimum order quantity of 10,000 units.