Kodėl silikoninio ančio vožtuvo dizainas svarbus aukščiausios kokybės nosies inhaliavimo prietaisuose
Turinys

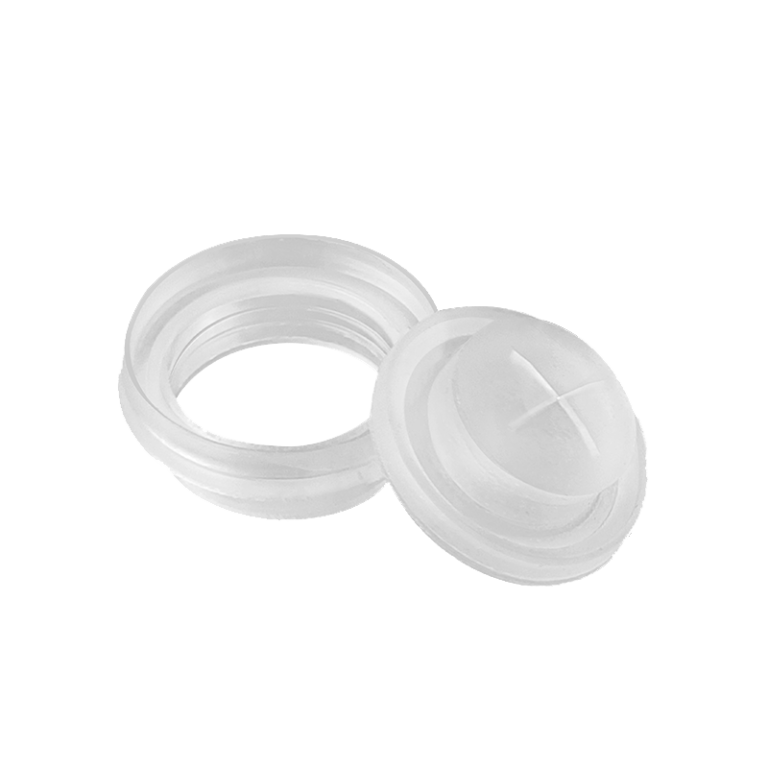
Aukščiausios klasės inhaliaciniuose gaminiuose maži komponentai dažnai lemia visą naudotojo patirtį. Tai ypač pasakytina apie Silikoninis ančių vožtuvas, kuris tiesiogiai lemia oro srauto charakteristikas, slėgį, sandarumą ir akustines savybes.
Šiame atvejo tyrime nagrinėjamas Vokietijos aukščiausios kokybės inhaliatorių prekės ženklo kompaktiško nosies aromato inhaliavimo prietaiso, pagaminto iš anoduoto aliuminio, kūrimas. Nors išorinis dizainas atitiko visus aukščiausios klasės gaminio lūkesčius, vidinio oro srauto našumas, ypač vožtuvas, tapo svarbiausia inžinerine kliūtimi.
1 skirsnis: Kompaktiškos nosies inhaliacijos sistemos inžineriniai iššūkiai
Nuo pat pradžių klientas nustatė griežtus našumo kriterijus Silikoninis ančių vožtuvas. Prietaisas buvo sukurtas švelniam įkvėpimui į nosį, t. y. oro srautas turėjo būti visiškai natūralus, su minimaliu pasipriešinimu ir be juntamų mechaninių trukdžių.
Mažas atidarymo slėgis buvo ne tik pageidaujamas - jis buvo būtinas. Įkvepiant per nosį naudotojo sukuriamas slėgis yra gerokai mažesnis nei įkvepiant per burną. Standartinis Silikoninis vienpusis vožtuvas su įprastu įtrūkimo slėgiu reikėtų pernelyg didelių pastangų, dėl to atsirastų nenatūralus kvėpavimo pojūtis.
Ankstyvuosiuose prototipuose ši problema išryškėjo iš karto. Vartotojai pranešė, kad įkvepiant jaučiamas "užsikimšimo" ar "įtempimo" jausmas. Net šiek tiek padidėjęs oro srauto pasipriešinimas trikdė numatytą raminamąjį ir gydomąjį prietaiso poveikį.
Triukšmas greitai tapo svarbiausia problema. Esamas įkvėpimo atbulinis vožtuvas naudojimo metu skleidė silpną, bet pastebimą švilpimo garsą. Esant tam tikroms sąlygoms, vožtuvas taip pat virpėjo, sukeldamas pertraukiamą vibracijos garsą.
Tai buvo nepriimtina aukščiausios kokybės produktui, kurio pagrindinis tikslas - atsipalaidavimas ir pojūčiai. Vožtuvo akustinė charakteristika tiesiogiai prieštaravo gaminio paskirčiai. Tai, kas pramoninėse oro srauto sistemose gali būti toleruotina, šiame kontekste tapo dideliu trūkumu.
Kompaktiška cilindro formos konstrukcija suteikė dar vieną sudėtingumo lygį. Ventilis turėjo tilpti į ne didesnį kaip 10 mm išorinį skersmenį ir 15 mm ilgį. Šioje ribotoje erdvėje vožtuvas vis tiek turėjo išlaikyti tikslią geometriją, kad būtų užtikrintas mažas atidarymo slėgis ir patikimas sandarinimas.
Ne mažiau svarbus buvo ir atvirkštinės krypties sandarumas. Siekiant užtikrinti pastovų aromato skleidimą, prietaisas rėmėsi kontroliuojamais oro srauto keliais. Bet koks nesandarumas sumažintų efektyvumą ir pakenktų veikimo pastovumui.
Medžiagų suderinamumas buvo mažiau pastebimas, bet ne mažiau svarbus iššūkis. Prietaise buvo naudojami eteriniai aliejai, kurie gali būti chemiškai agresyvūs standartinėms silikoninėms medžiagoms. Laikui bėgant tam tikri junginiai gali išbrinkti, suminkštėti arba išlaikyti kvapą.
Be to, medžiaga turėjo būti visiškai neutrali kvapams. Bet koks likutinis silikono kvapas būtų trukdęs patirti numatytą aromatą.
Gamybos požiūriu dar daugiau sunkumų kilo dėl plonų ir minkštų ančių lūpų reikalavimo. Pasiekti nuoseklias itin plonas sekcijas gaminant LSR antgalio vožtuvus iš esmės yra sudėtinga. Nedideli sienelių storio svyravimai gali turėti didelės įtakos atidarymo slėgiui ir sandarumui.
Visi šie apribojimai susiliejo į vieną inžinerinę problemą: kaip suprojektuoti miniatiūrinį ančių vožtuvą silikoną, užtikrinantį itin mažą atidarymo slėgį, tylų veikimą ir patikimą sandarinimą itin kompaktiškoje formoje.
Susiję straipsniai:

Tinkamo silikono dozavimo vožtuvo pasirinkimas automatinėms dozavimo sistemoms

Kaip kryžminių plyšių silikoniniai vožtuvai apsaugo dezinfekavimo priemonių pakuotes nuo lašėjimo

Silikoninis hemostazinio vožtuvo kreiptuvas
Kodėl silikoninis atbulinis vožtuvas svarbus mažo atidarymo slėgio srityse

Silikoninės gumos kryžminis plyšinis vožtuvas pakuotėms
Silikoninių atbulinių vožtuvų projektavimo vadovas ir tipai
2 skirsnis: Tiekėjų apribojimai ir plėtros vėlavimai
Prieš kreipdamasis į mus, klientas jau dirbo su keliais vožtuvų tiekėjais Europoje ir Azijoje. Nepaisant daugybės pakartotinių bandymų, nė vienas iš jų negalėjo patenkinti visų reikalavimų.
Dažna problema buvo per didelis medžiagos kietumas. Daugelis tiekėjų siūlė medicininės klasės silikoninis vožtuvas tirpalų, tačiau faktinis Shore A kietumas funkcinėse srityse dažnai viršijo nustatytą 20-30 intervalą. Net ir nedideli nukrypimai lėmė gerokai didesnį atidarymo slėgį.
Triukšmas išliko neišspręstas visuose bandomuosiuose pavyzdžiuose. Keli vožtuvai dėl oro srauto turbulencijos per prastai optimizuotą geometriją skleidė aiškius švilpimo garsus. Kiti vožtuvai, esant mažam srauto greičiui, virpėjo dėl nestabilios ančių briaunų deformacijos.
Problemą dar labiau apsunkino oro srauto nestabilumas. Vietoj to, kad įkvėpimas būtų tolygus ir nepertraukiamas, naudotojai susidūrė su nežymiu pulsavimu arba nenuosekliu pasipriešinimu.
Dar viena dažnai pasitaikanti problema buvo matmenų nenuoseklumas. A miniatiūrinis silikoninis vožtuvas, net ir nedideli išorinio skersmens ar ilgio nuokrypiai gali trukdyti tinkamai integruoti į cilindrinį korpusą. Kai kuriuos bandinius reikėjo pritvirtinti jėga, todėl atsirado deformacijų ir dar labiau pablogėjo eksploatacinės savybės.
Liejimo tikslumas labai skyrėsi. Plonasienės sekcijos dažnai būdavo nelygios, todėl atsidarymo slėgis buvo nenuspėjamas. Kai kuriais atvejais ančių slenksčio briaunos buvo per storos, kad lengvai atsidarytų, kitais atvejais - per plonos, kad išlaikytų sandarumą.
Medžiagų pasirinkimas taip pat pasirodė netinkamas. Kai kurie silikono junginiai prastai reagavo su eteriniais aliejais, todėl po poveikio jie anksti išbrinkdavo arba išlaikydavo kvapą. Tai tiesiogiai prieštaravo produkto ilgalaikio stabilumo ir juslinio neutralumo reikalavimams.
Galbūt labiausiai ribojantis veiksnys buvo tai, kad trūko tikrų pritaikymo galimybių. Daugelis tiekėjų rėmėsi standartiniais katalogo projektais, siūlydami tik nedidelius matmenų pakeitimus. Susidūrę su tokiais reikalavimais, kaip pailgos antgalio geometrijos ar itin minkštų sandarinimo briaunų, jie negalėjo perprojektuoti iš naujo, remdamiesi pirmaisiais principais.
Kita svarbi spraga buvo inžinerinė parama. Tik nedaugelis tiekėjų atliko oro srauto analizę ar akustinį vertinimą. Todėl projektavimo iteracijos dažniausiai buvo bandymai ir klaidos, be aiškaus optimizavimo kelio.
Dėl to prototipų kūrimo ciklai kartojosi. Kiekviename cikle reikėjo koreguoti įrankius, patvirtinti pavyzdžius ir atlikti integravimo bandymus. Šis procesas pareikalavo daug laiko ir išteklių, dėl to vėlavo kliento kūrimo grafikas ir padidėjo bendros projekto sąnaudos.
Iki to laiko, kai klientas susisiekė su mumis, vožtuvas tapo didžiausia neišspręsta problema, trukdančia pradėti gaminti gaminį.
3 skyrius: Individualus inžinerinis sprendimas ir galutiniai rezultatai
Mūsų požiūris prasidėjo nuo visiško vožtuvo, kaip sistemos komponento, o ne standartinės dalies, įvertinimo iš naujo.
Pirmiausia dėmesį sutelkėme į geometrijos optimizavimą. Siekiant pagerinti lankstumą ir sumažinti pasipriešinimą atidarymui, buvo perprojektuotas pailgos struktūros ančio slenksčio profilis. Lūpų kampas ir plyšio ilgis buvo kruopščiai sureguliuoti, kad būtų pasiektas itin žemas plyšimo slėgis, kartu išlaikant struktūros stabilumą.
Ne mažiau svarbus buvo ir medžiagų pasirinkimas. Sukūrėme medicininio silikono vožtuvą iš specializuoto LSR mišinio, kurio A 20-30 pagal Šoro skalę, taip užtikrindami ir minkštumą, ir elastingumą. Sudėtis buvo optimizuota taip, kad būtų neutralus kvapas ir padidintas atsparumas eteriniams aliejams.
Siekdami išspręsti oro srauto pasipriešinimo problemą, patobulinome vidinį srauto kelią. Lygūs perėjimai ir kontroliuojama vožtuvo deformacija užtikrino laminarinį oro srautą, sumažino energijos nuostolius ir pagerino įkvėpimo komfortą.
Norint sumažinti triukšmą, reikėjo derinti medžiagų slopinimą ir geometrinį tobulinimą. Pašalinę aštrias briaunas ir stabilizavę lūpų judėjimą, sumažinome turbulenciją ir išvengėme drebėjimo. Rezultatas - tylus oro srauto vožtuvas, kuriam veikiant nėra juntamo švilpimo ar vibracijos.
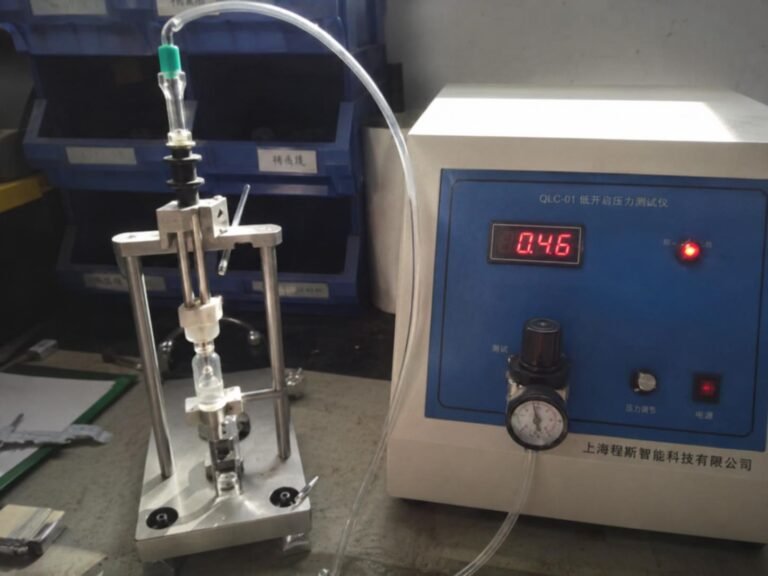
Sandarinimo efektyvumas buvo patvirtintas atliekant atvirkštinio slėgio bandymus. Nepaisant itin minkštos konstrukcijos, vožtuvas išlaikė patikimą dujų sandarumą, užtikrindamas pastovią oro srauto kryptį ir sistemos efektyvumą.
Gamybos nuoseklumas buvo pasiektas taikant tikslius LSR liejimo metodus. Įgyvendinome griežtą plonasienių profilių kontrolę, užtikrinančią vienodą briaunų storį visose gamybos partijose. Tai buvo labai svarbu, kad būtų išlaikytas pastovus atidarymo slėgis ir našumas.
Siekdami palaikyti kliento kūrimo grafiką, greitai sukūrėme prototipą ir atlikome iteracinį testavimą. Lygiagrečiai buvo vertinami keli konstrukcijos variantai, todėl buvo galima greičiau rasti optimalų sprendimą.
Mes taip pat pritaikėme vožtuvą, kad jį būtų galima sklandžiai integruoti į kompaktišką cilindrinį korpusą. Buvo griežtai kontroliuojami matmenų nuokrypiai, kad būtų užtikrintas tinkamas montavimas be deformacijų ir montavimo komplikacijų.
Galutiniai rezultatai atitiko visus veiklos tikslus. Įkvėpimo patirtis tapo sklandi ir natūrali, beveik nebuvo pasipriešinimo oro srautui. Vožtuvas veikė tyliai, todėl nebeliko triukšmo problemų, kurios anksčiau kėlė grėsmę gaminiui.
Atidarymo slėgis visuose išbandytuose įrenginiuose išliko stabiliai mažas. Sandarinimas buvo patikimas, o medžiaga buvo labai stabili veikiant eteriniams aliejams.
Vartotojo požiūriu, prietaisas suteikė aukščiausios kokybės patirtį, atitinkančią jo dizaino paskirtį. Inžineriniu požiūriu vožtuvas iš kritinės problemos tapo visiškai optimizuotu komponentu.
Atlikęs šiuos patobulinimus, klientas galėjo drąsiai pereiti prie produkto paleidimo ir užbaigti kūrimo etapą, kuris anksčiau buvo sustojęs dėl neišspręstų vožtuvo problemų.
Visi vožtuvai yra sandėlyje | Greitas pristatymas
Gaukite nemokamą pavyzdį dabar
Paruošta išsiųsti per 3 dienas. Konkurencinga kaina. Nemokami pavyzdžiai!
*Minimalus užsakymo kiekis 10 000 vienetų.